



LT- Turbine pre-tension Anchor Bolt
[ Time:2019-02-22 Click:2252 ]

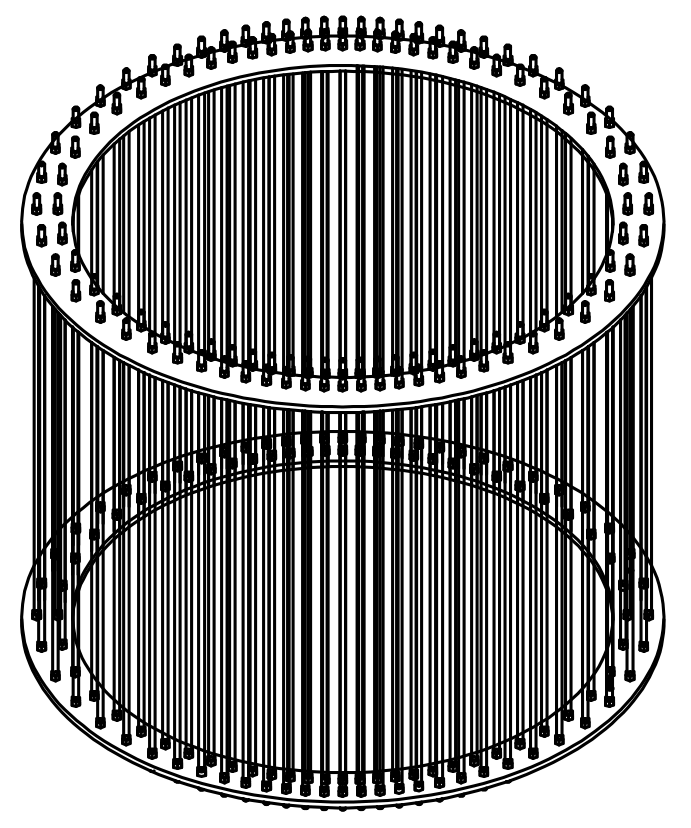
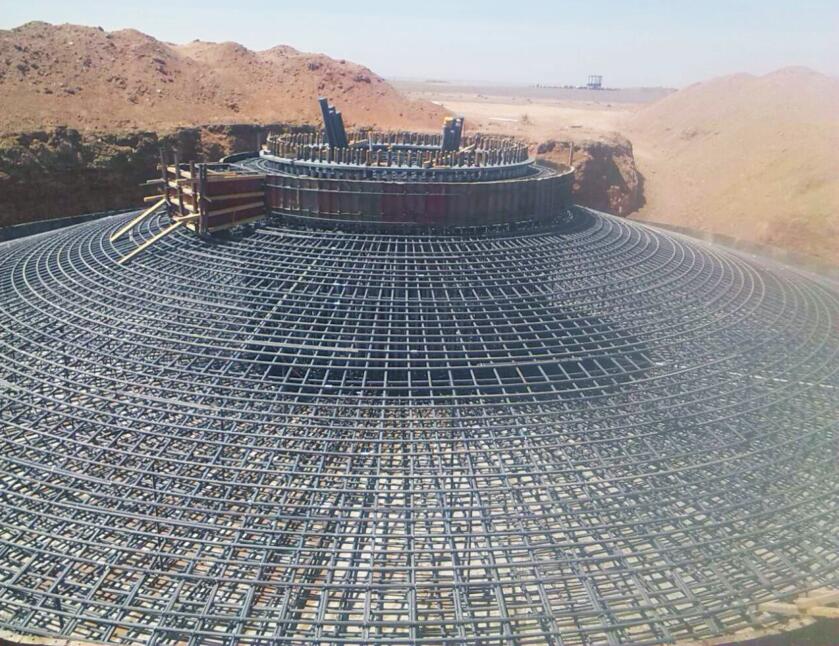
An Anchor cage is composed by anchor bolts, 2 anchor plates(templates)-upper template(temporary template, upper anchor bolt), lower template(lower anchor bolt), Steel Nuts, seal nut(nylon nut), Washers(gaskets), adjusting feet assemblies, splice plates(connecting plates), PVC tubes, corrosion protecting grease, fabric,HDPE bolt caps(bolt hat) etc
STANDARDS: GB/T 3098.1 ISO 898-1 OR AS CUSTOMER'S REQUIREMENTS
Anchor bolts are the most important part in this assemblies in WTGS(wind turbine generator system) since this part will bear the pre-stress, pre-tensioning forces, and take responsibility for the stability of the whole turbine or tower. Our manufacturer have the most advanced facility of heat-treatment of steel round bars, which means the pre-stress bearing capacity, tensile strength, yield strength abilities are much higher than the international standards. That is the reason why many world-wide companies choose us.


Mechanical Properties of Class 8.8 Bolt
| BOLT 8.8 | ||||||
| D Nom | Diameter at smooth part | Pitch | Cross Section | Yield force | Ultimate force | Weight/meter |
| mm | mm | mm | mm² | KN | KN | kg/m² |
| M36 | 33.23-33.29 | 4 | 817 | 539 | 678 | 6.83 |
| M39 | 36.23-36.29 | 4 | 976 | 644 | 810 | 8.12 |
| M42 | 38.90-38.96 | 4.5 | 1120 | 739 | 929 | 9.34 |
| M48 | 44.56-44.63 | 5 | 1470 | 970 | 1220 | 12.28 |


Manufacture Process
As per different raw materials and demands, process details will be adjusted.
Sample 1.
Raw Material Test — Normalizing — Sand blasting — Drawing & Straightening — Heat Treatment
— UT Test — Saw cutting — Chamfer — Polishing — Screw thread — Tensile test — Marking —
QC Test — Anti-corrosion Test — Stock
Sample 2.
Raw Material Test — Heat Treatment — Pealing — Polishing — UT Test — Saw Cutting — Chamfer
— Polishing — Screw Thread — Tensile Test — Marking — QC Test — Anti-corrosion Test — Stock
Process details information, please find at our BLOG within this website. Thank you!
- Prev:LT - Heavy Stud Bolt
- Next:Double end stud bolt
- |Back
